
Wenn 300 Grad und hoher Druck auf eine Schraubenverbindung treffen
Wie ein Turbinengehäuse analysiert, optimiert und dauerhaft betriebssicher gemacht wurde.
Der Use Case zeigt, wie sich thermische Einflüsse, Setzvorgänge und Montageeffekte nach VDI 2230 präzise bewerten lassen und wie daraus konkrete Maßnahmen für eine sichere, langlebige und wirtschaftliche Schraubenverbindung abgeleitet werden.
Schraubenverbindungen an Turbinen gehören zu den sicherheitskritischsten Elementen eines Kraftwerks. Sie müssen hohen Innendrücken, thermischen Wechselbeanspruchungen und langen Betriebszeiten standhalten. Dabei wirken Vorspannkraft, Werkstoffdehnungen, Setzverluste und Montageverfahren unmittelbar auf die Betriebssicherheit ein. Bereits geringe Abweichungen können zu vorzeitigem Versagen führen.
In einem Gaskraftwerk traten nach mehreren Betriebszyklen Auffälligkeiten an den Schrauben der Flanschverbindung eines Hochdruckturbinengehäuses auf. Die ursprüngliche Auslegung basierte auf internen Werksnormen, jedoch nicht auf einer vollständigen Berechnung nach VDI 2230. Nach dem Versagen einzelner Schrauben entschied sich der Betreiber für eine vollständige Nachrechnung, um die Ursachen klar zu identifizieren und eine dauerhaft sichere Lösung zu schaffen. Die Berechnung wurde mit MDESIGN bolt durchgeführt, um Normkonformität, Prüfbarkeit und Reproduzierbarkeit sicherzustellen.
Betriebsbedingungen einer Hochdruckturbine
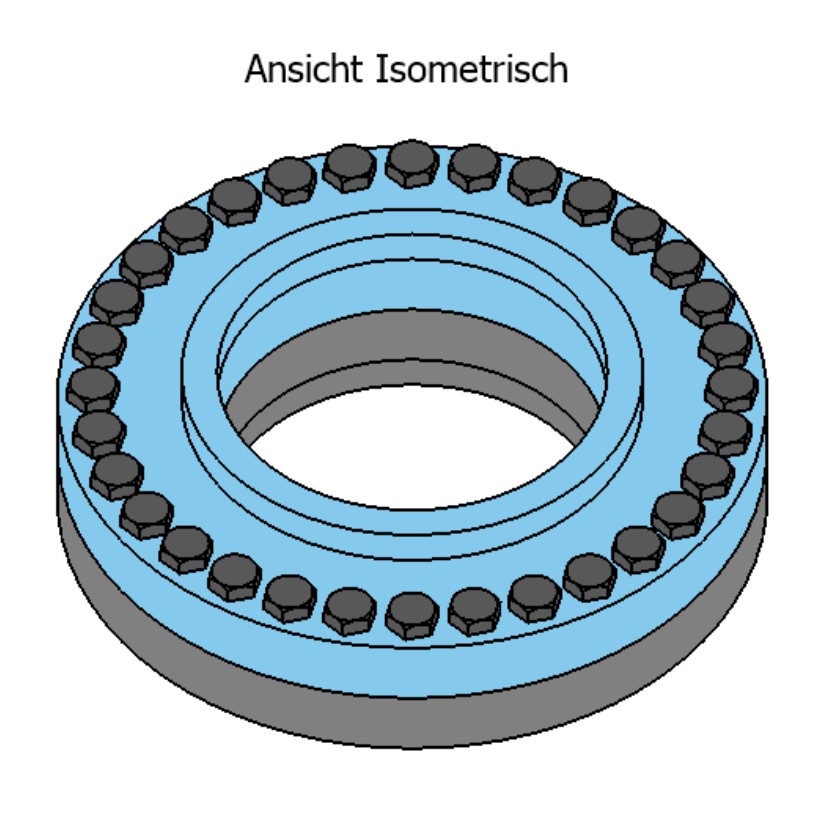
Die betrachtete Verbindung bestand aus einem zweiteiligen Hochdruckturbinengehäuse, verschraubt über eine großflächige Flanschverbindung.
Rahmendaten der Verbindung:
-
Schrauben: 32 × M24 in Festigkeitsklasse 12.9
-
Medium / Belastung: hoher Innendruck → ca. 80 kN Axialkraft pro Schraube
-
Betriebstemperatur: etwa 300 °C
-
Werkstoff Gehäuse: G-X12CrMoWVNbN10-1-1 (im Schraubendatenbank-Modul als eigener Werkstoff angelegt; mehr dazu)
Die Besonderheit: Hohe Betriebstemperaturen führen zu relativen Längenänderungen zwischen Schraube und Gehäuse und damit zu Vorspannkraftverlusten, die normgerecht berücksichtigt werden müssen.
Quelle: MDESIGN Software
Vorgehen nach VDI 2230 – technische Bewertung der Verbindung
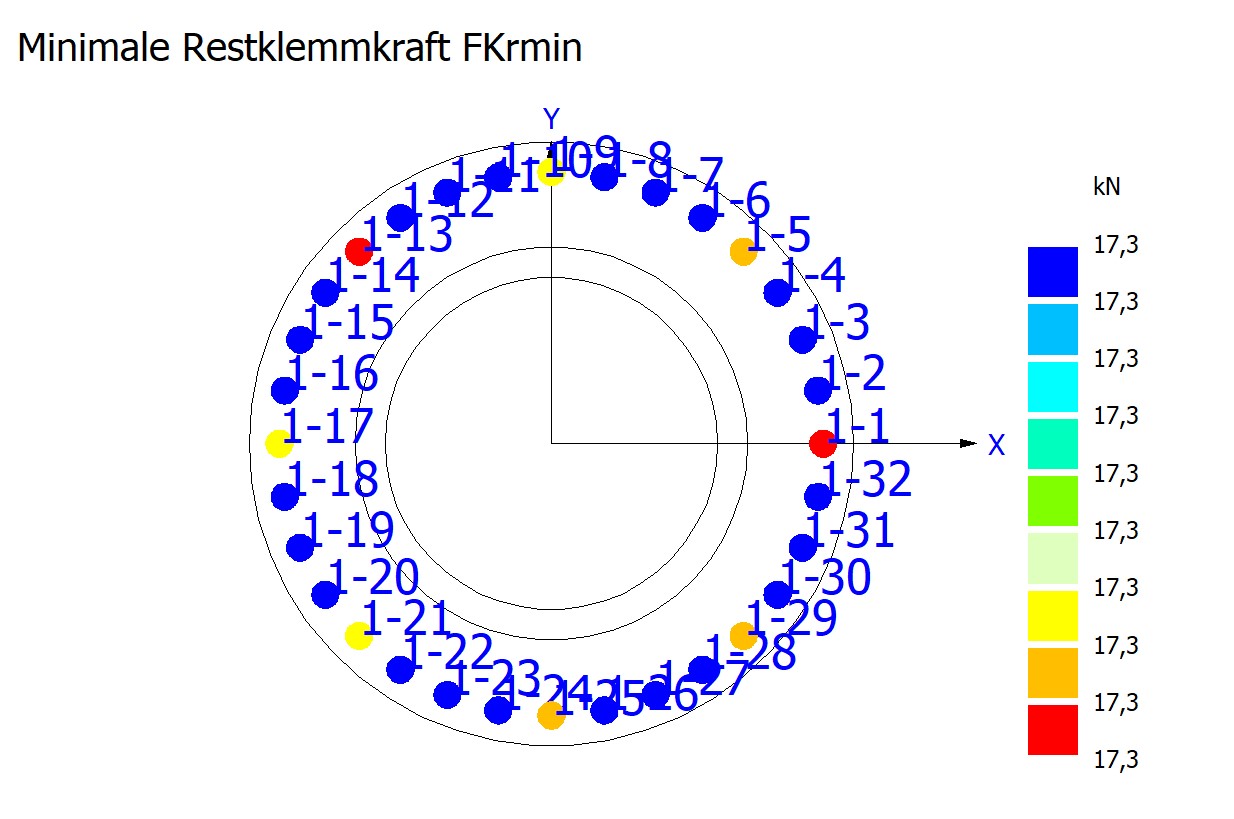
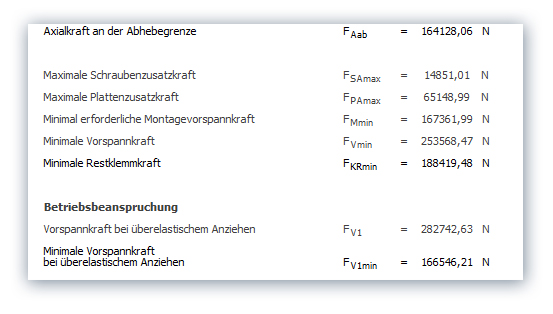
Vorspannkraftermittlung
Die zulässige Montagevorspannkraft betrug 349 kN, die angestrebte Zielvorspannung 310 kN. Damit wurde die Schraube im Betrieb hoch belastet, jedoch innerhalb des VDI-konformen Rahmens. Diese hohe Vorspannkraft ist notwendig, um den Flansch unter Druck dauerhaft geschlossen zu halten.

Quelle: MDESIGN Software
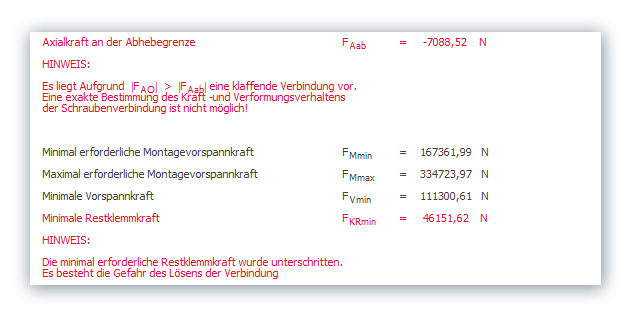
Temperaturabhängige Vorspannkraftverluste
Die thermische Ausdehnung unterschied sich deutlich zwischen Schraube und Gehäuse. Bei einer Temperaturdifferenz von rund 300 K ergab sich eine zusätzliche Längenänderung von 0,18 mm.
Dieser scheinbar kleine Wert führte bereits zu einem Vorspannkraftverlust von etwa 15 Prozent, also rund 9000 N pro Schraube.
Gerade bei Hochtemperaturverbindungen zeigt sich, wie sensitiv die Klemmkraft gegenüber thermischen Effekten reagiert und wie wichtig eine exakte Modellierung ist.
Setzvorgänge in der Flanschverbindung
Zusätzlich beeinflusste die gussraue Oberfläche sowie eine funktionale Beschichtung das Setzverhalten. Mit Setzbeträgen zwischen 40 und 60 µm ergaben sich weitere 5 bis 7 Prozent Vorspannkraftverlust.
Die Kombination aus thermischer Dehnung und Setzen erklärte exakt die im Betrieb gemessenen Abweichungen der Klemmkräfte.
- FZ = 22.445 N
Genau dieser doppelte Verlustmechanismus erklärte die im Betrieb beobachteten Abweichungen der Klemmkräfte.
Festigkeitsnachweise der Schrauben
Nach Berücksichtigung aller Einflüsse wurden die Schrauben normgerecht überprüft:
| Sicherheit gegen Fließen | S_F = 2,71 |
| Sicherheit gegen Dauerbruch | S_D = 1.25 |
Erst nach Optimierung aller Randbedingungen erfüllte die Verbindung vollständig die Vorgaben der VDI 2230.
Softwarebasierte Berechnung und Prüffähigkeit mit MDESIGN bolt
Die gesamte VDI 2230 Berechnung wurde mit MDESIGN bolt durchgeführt.
Gerade bei Hochtemperaturverbindungen sorgt die Software für mehrere technische Vorteile:
✓ Vollständig prüffähige Nachweisführung
Alle Eingangsgrößen, Sicherheitsbeiwerte, Normschritte und Ergebnisse werden automatisch dokumentiert. Ein Muss für Betreiber, Zertifizierer und Auditoren.

Quelle: MDESIGN Software
✓ Automatische Dokumentation aller Eingangsgrößen, Ergebnisse und grafische Darstellung

Die Dokumentation wird automatisch aus der Berechnung erzeugt. Sie enthält alle relevanten Parameter, Eingaben, Rechengänge, Diagramme, Modelle, Sicherheitsnachweise und Ergebnisse. Alles klar strukturiert und vollständig prüffähig, mit verschiedensten Design-Möglichkeiten (Corporate Identity; mehr zur Dokumentation).
Damit erfüllt sie nicht nur die Vorgaben der VDI 2230, sondern legt auch die Grundlage für die Nachweispflichten der Maschinenverordnung ab 2027.
Erleben Sie, wie schnell und präzise sich prüffähige Berechnungsdokumentationen erstellen lassen.
Testen Sie die neue MDESIGN Version 2026 kostenfrei und erzeugen Sie Ihre eigenen Nachweise.
✓ Automatische Berücksichtigung thermischer und setzbedingter Verluste
MDESIGN bildet Temperaturkorrekturen und Setzvorgänge normgerecht und iterativ ab. Ein Bereich, in dem manuelle Tabellenberechnungen schnell an Grenzen stoßen. Gerade bei komplexen Schraubenverbindungen, bei denen thermische Dehnungen, Setzverluste und mehrere Lastfälle gleichzeitig wirken, geraten klassische selbstgebaute Excel-Sheets oft an ihre strukturellen Limitierungen. Viele Anwender arbeiten noch mit eigenen Tabellen, die über die Jahre gewachsen sind, doch genau dort treten häufig Vereinfachungen, fehlende Iterationsschritte oder unvollständige Normparameter auf.
Für alle, die bisher mit Excel rechnen, lohnt sich deshalb ein Blick auf die Unterschiede in Genauigkeit, Prüfbarkeit und Dokumentation.
Weiterer Fachartikel: „MDESIGN vs. Excel – Welche Lösung ist besser für Ihre technische Berechnung?“
✓ Reproduzierbarkeit der Ergebnisse
Die später gemessenen Vorspannkräfte mittels Dehnmessbolzen wichen nur 3,2 % vom berechneten Sollwert ab, ein sehr gutes Ergebnis für eine Hochtemperaturverbindung.
Im Vergleich zur früher genutzten tabellenbasierten Methode war MDESIGN entscheidend, um:
-
die Korrektheit der Nachweise sicherzustellen,
-
die Montageparameter normgerecht zu verbessern,
-
und eine prüffähige Dokumentation bereitzustellen.
Ergebnisse und technisch begründete Optimierungen
Die Analyse führte zu mehreren wirkungsvollen Maßnahmen, um die Schraubenverbindung für den Hochtemperaturbetrieb zu stabilisieren.



Quelle: MDESIGN Software
Werkstoffanpassung für höhere Temperaturbeständigkeit
Wechsel auf X6NiCrTiMo,
→ höhere Kriechfestigkeit bei 300 °C
→ stabilere Vorspannkraft über die Betriebszeit.
Verlängerte Schrauben mit Dehnhülse (+15 mm)
→ günstigere Elastizitätsverhältnisse,
→ stabilerer Spannungsverlauf,
→ geringere Vorspannkraftverluste.


Quelle: MDESIGN Software
Optimiertes Montageverfahren
Anstelle eines reinen Drehmomentanzugs wurde das Drehmoment-Drehwinkel-Verfahren eingeführt. Ergänzt durch digitale Prüfprotokolle wurde die Montagekraft reproduzierbar und vollständig rückverfolgbar.
90% – Anziehen mit Drehmomentschlüssel:
Quelle: MDESIGN Software
Drehwinkelgesteuertes überelastisches Anziehen mit Fügemoment
Quelle: MDESIGN Software
Beispiel für Montageanweisung aus MDESIGN 2026

Quelle: MDESIGN Software
Kosteneffizienz
Durch Berechnungsnachweis und Herstellerabstimmung konnten teure Spezialbolzen vermieden werden.
→ 18 % geringere Produktionskosten.
Warum die VDI 2230 hier den Unterschied machte
Die Fallstudie zeigt, wie wichtig eine VDI 2230-konforme Berechnung gerade bei hochtemperaturbelasteten Schraubenverbindungen ist.
Erst durch die prüffähige Dokumentation, die Berücksichtigung thermischer Effekte und die enge Abstimmung mit dem Hersteller konnte eine dauerhafte und wirtschaftliche Lösung gefunden werden.
| Aspekt | Ergebnis |
|---|---|
| Temperaturverhalten | Hohe ΔT-Werte führen zu signifikanten Vorspannkraftverlusten |
| Setzen & Beschichtung | Beschichtete Oberflächen erfordern Zusatzkorrekturen (20–60 µm) |
| Softwareeinsatz | MDESIGN bolt liefert prüffähige Nachweise und reproduzierbare Ergebnisse |
| Kostenwirkung | Optimierte Schraubenwahl spart Material- und Fertigungskosten |
| Langzeitverhalten | Keine Rissbildung oder Lockerung im Betrieb |
Schlussfolgerung
Die Berechnung nach VDI 2230 ermöglichte hier nicht nur den technischen Nachweis, sondern auch eine wirtschaftliche Optimierung der gesamten Schraubverbindung. Die Verbindung erfüllt nun die relevanten Sicherheitskriterien, ist dokumentiert, rückverfolgbar und robust gegenüber thermischen und mechanischen Belastungen.
Mit der Kombination aus wissenschaftlicher Berechnung, präziser Softwareunterstützung und abgestimmter Montage ist das Turbinengehäuse nun langfristig für den Hochtemperaturbetrieb ausgelegt.