
Screw breakage on a clutch hub
Root cause analysis and optimization
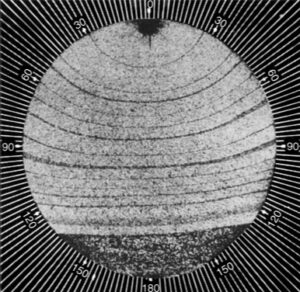
An unexpected case of damage occurred in a chemical plant after a short period of use. Two bolts on the coupling hub of a drive shaft (M16, strength class 8.8) cracked. The fracture surfaces showed lines of ratcheting, a classic sign of a fatigue fracture.
It was clear to the operator that the connection had to be reliably recalculated and the cause clearly determined. The aim was to understand the failure, evaluate the influencing factors and optimize the connection in accordance with the specifications of VDI 2230.
Initial situation and general conditions
The connection was in a challenging environment. Stainless steel screws, contact with stainless steel components, changing temperatures, variable lubrication and aggressive media.
Assembled with a fixed tightening torque, without checking the actual coefficients of friction.
Such a combination often leads to large variations in the preload force achieved, and this is exactly what was seen here.
Initial situation and general conditions
Several possible causes were identified during the damage assessment:
-
Insufficient preload led to alternating stress and thus to fatigue.
-
Large scattering of the coefficients of friction during tightening resulted in widely varying preload forces.
-
Eccentric loading and coupling errors caused additional bending.
-
Corrosive environments and galling between stainless steel components changed the friction conditions.
The combination of these influences ultimately led to the premature failure of the screws.
Root cause analysis according to VDI 2230 with MDESIGN
For systematic analysis, the case of damage was examined with MDESIGN bolt according to the steps of VDI 2230.
-
Determination of operating loads such as torque, circumferential force and vibrations
-
Determining the clamping force required to ensure the frictional connection
-
Estimation of settling losses and thermal effects
-
Calculation of the preload force achieved as a function of the coefficients of friction
-
Verification of the strength and fatigue strength of the screw under maximum load
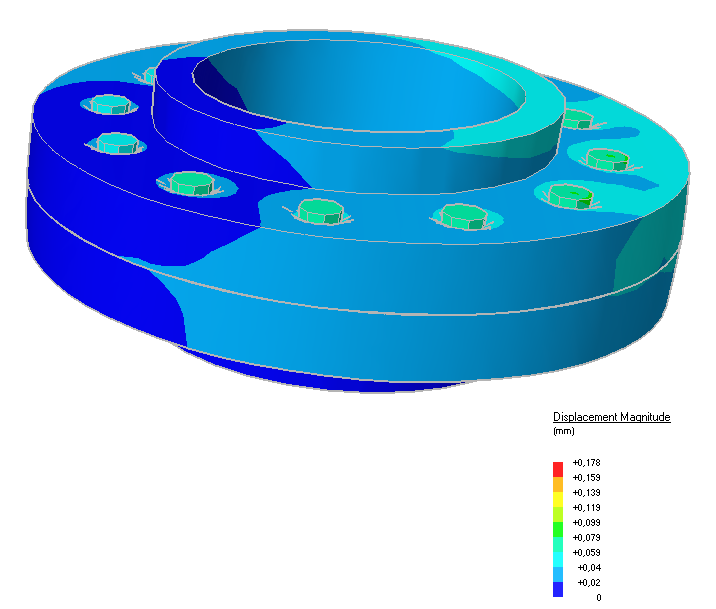
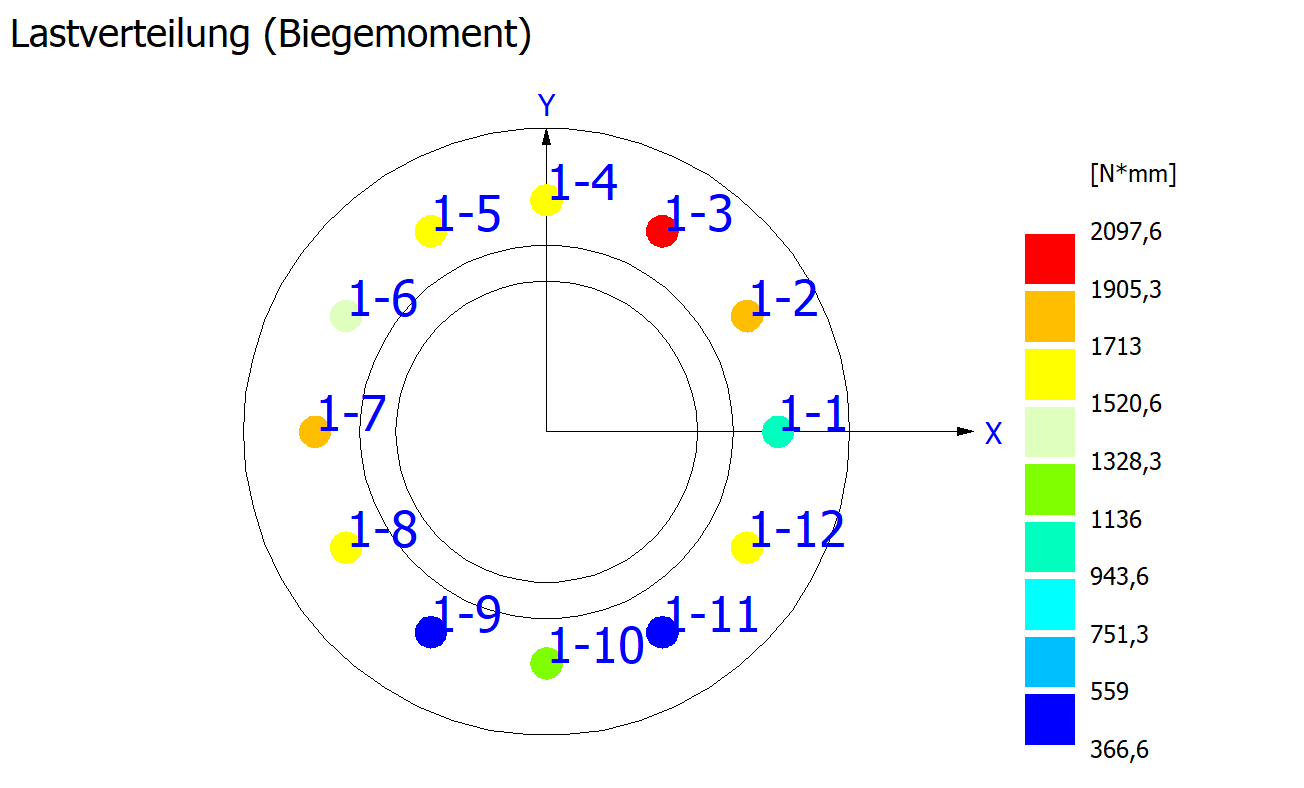
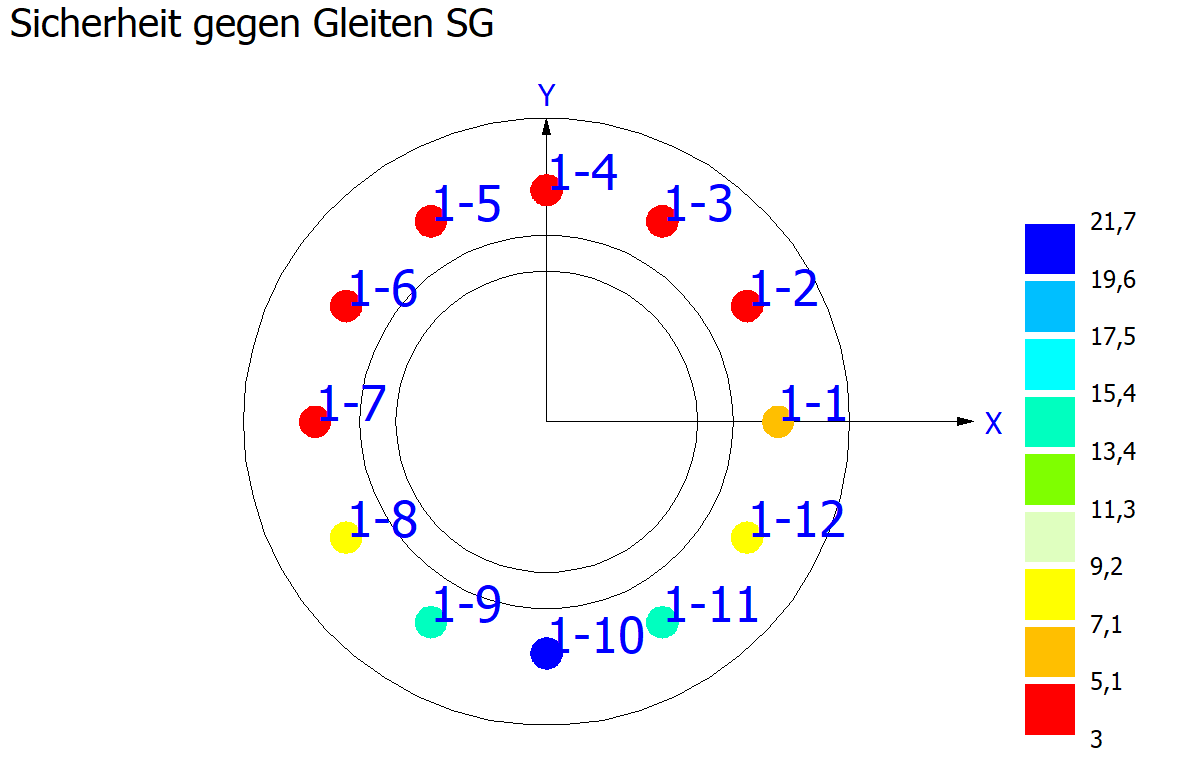
First, the load distribution in the multi-bolt field was analyzed in accordance with sheet 2 in order to determine the locally effective bolt forces.
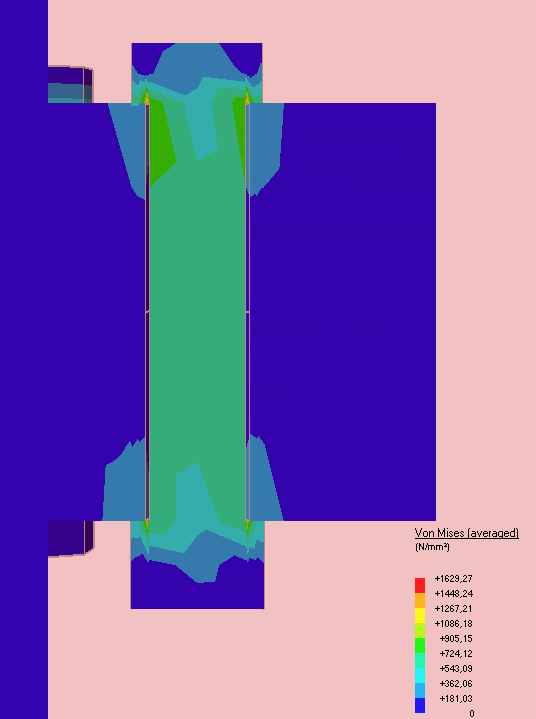
Then the complete verification of preload, settlement loss, yielding and fatigue was carried out for the most critical bolt in accordance with sheet 1.
Parametric analysis - influence of the coefficient of friction
A parametric analysis was carried out in MDESIGN to evaluate the influence of friction coefficient scatter.
Assumptions:
-
M16 screw, strength 8.8
-
Tightening torques 120 Nm and 200 Nm
-
Coefficient of friction range µ = 0.08 to 0.18
The results illustrated the high sensitivity of the system:
-
At µ = 0.08, this resulted in a preload force of around 68 kN
-
At µ = 0.16, the preload force dropped to around 36 kN
This showed that the preload force achieved can vary by a factor of almost two for the same assembly setting.
In an Excel calculation, such a parametric evaluation with variable friction coefficients, iterative load distributions and automatic documentation would only be possible with considerable effort. In contrast,
MDESIGN enables these analyses in just a few minutes, comprehensible, verifiable and fully documented, including graphical representation and report archiving.
Result with parametric analysis in MDESIGN
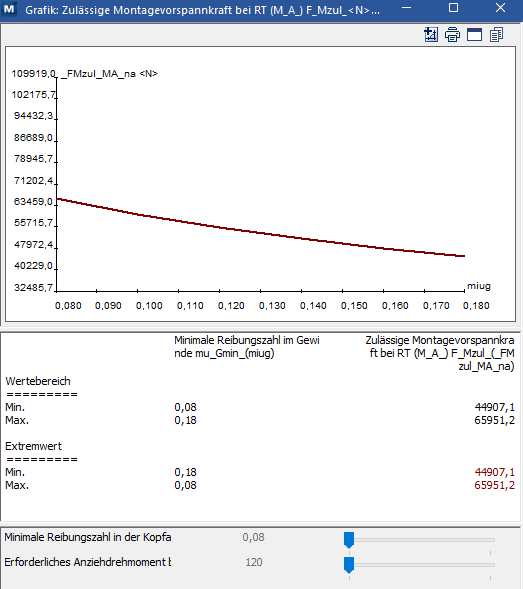
Preload force at 120 Nm tightening torque
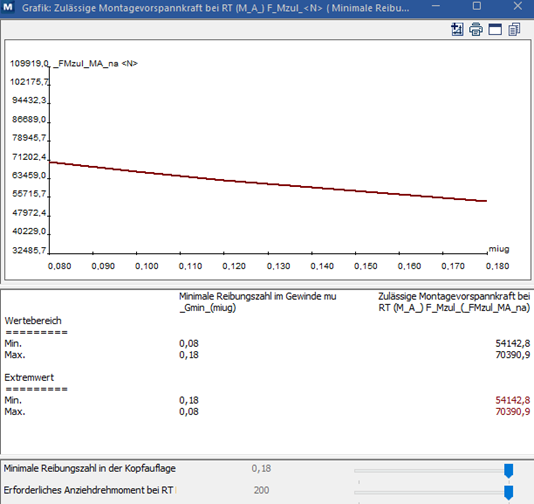
Preload force at 200 Nm tightening torque
The calculations show how much the preload force achieved depends on μ.
Connection with the claim
The investigation revealed that a torque of 120 Nm was used during the original assembly process. Due to the stainless steel surfaces and a real coefficient of friction of around 0.16, a preload force of only around 36 kN was achieved.
The remaining clamping force was not sufficient to absorb the eccentric operating forces. The bolts also experienced alternating tensile and bending stresses. The stress amplitude exceeded the fatigue strength, which ultimately led to fatigue failure.
Local shear forces due to insufficient centering, vibrations and microscopic relative movements further accelerated the damage.

Evaluation of constructive measures
Following the calculation, various measures were evaluated and implemented:
-
Increase the preload force to 50-60 kN (after strength verification)
-
Friction coefficient measurements on sample components to determine real assembly conditions
-
Defined lubrication with friction-stable graphite grease for consistent assembly quality
-
Use of wedge lock washers to prevent loosening under vibration
-
Optimization of assembly using the torque-angle method
-
Installation of a centering sleeve to reduce lateral forces
Validation and verification
The revised connection was checked again with MDESIGN after optimization.
In addition, a measurement validation was carried out with strain gauges.
The measured preload forces matched the calculated values within three percent. No further bolt fractures occurred during subsequent operation. The connection remained stable over several maintenance intervals.
Relevance for the new EU Machinery Regulation
The documentation generated with MDESIGN already meets the requirements for verification and verifiability that will become mandatory with the new EU Machinery Regulation (EU) 2023/1230 from January 2027.
This means that the calculation documentation not only forms a technical basis, but also provides legally compliant proof for manufacturers and operators. This is something that would be almost impossible to provide in a verifiable manner with an individual Excel calculation.
Matching technical article: Why 2027 heralds the end of Excel calculations in mechanical engineering
Conclusion
The case shows how crucial controlled assembly conditions and reproducible calculations are for operational safety. Particularly in stainless steel connections with unknown coefficients of friction, the preload force can vary greatly and therefore exceed the fatigue strength.
MDESIGN enables precise, VDI 2230-compliant calculation with automatic documentation and clear traceability.
This allows risks to be identified, documented and eliminated at an early stage before they lead to failures.

Calculate it yourself now
Create your own calculations and verifications with MDESIGN. Try it out now for free and experience how easy it is to calculate and document complex bolted joints.